Leading Manufacturer & Exporter of Weld Neck Flanges to USA
Werner Flanges stands as a premier manufacturer and exporter of high-quality weld neck flanges to the United States, serving critical industries across Houston, Chicago, New York, Los Angeles, and beyond. With over two decades of manufacturing excellence, we deliver ASME B16.5 certified weld neck flanges that meet the stringent requirements of American oil and gas, petrochemical, power generation, and industrial processing sectors. Our weld neck flanges are engineered for high-pressure, high-temperature applications where structural integrity and leak-proof performance are non-negotiable.


As a trusted supplier to major American industrial hubs, we maintain extensive inventory programs and custom manufacturing capabilities to support both planned projects and emergency shutdowns. Our weld neck flanges are manufactured from premium carbon steel, stainless steel, alloy steel, and duplex materials, available in pressure classes from 150# to 2500# and sizes ranging from 1/2″ to 60″. Every flange undergoes rigorous quality testing including dimensional inspection, mechanical testing, and non-destructive examination to ensure compliance with ASME, ASTM, and API standards that govern American industrial operations.
Werner Flanges maintains strategic shipping partnerships with major US ports including Houston, New Orleans, Los Angeles, and New York/Newark, ensuring reliable delivery times of 18-22 days for sea freight and expedited air freight options for urgent requirements. Our technical team provides comprehensive support for material selection, pressure class determination, and application-specific recommendations, making us the preferred partner for engineering firms, EPC contractors, and maintenance departments throughout the United States.
Weld neck flanges are the most structurally robust type of pipe flange, featuring a long tapered hub that gradually transitions from the flange thickness to the pipe wall thickness. This unique design provides exceptional stress distribution and is specifically engineered for high-pressure, high-temperature applications where cyclic loading and thermal expansion are critical concerns. The tapered hub design of weld neck flanges creates a smooth bore that matches the inside diameter of the connecting pipe, minimizing turbulence and pressure drop in fluid flow systems.
Weld Neck Flanges | Tapered Hub for Smooth Bore | High-Pressure & High-Temperature Service | Superior Stress Distribution & Flow Efficiency
Specifications
| Specification | Details |
|---|---|
| Pressure Rating | Class 150 to Class 2500 |
| Flange Type | Plate Flange |
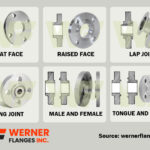
| Facing Type | Raised Face (RF), Flat Face (FF), Ring Type Joint (RTJ) |
| Size Range | ½” to 24” (DN 15 to DN 600) |
| Temperature Range | -29°C to +593°C (Depending on Material & Pressure Class) |
| Applications | Oil & Gas, Petrochemical, Power Generation, Water Treatment, Marine & Industrial Sectors |
| Manufacturing Process | Forged / Machined |
| Certification | EN 10204 3.1 / 3.2, IBR, NACE MR0175 / ISO 15156 (as applicable) |
Matel and Grade
| Type of Materials | Common Specifications / Customization Available on Request |
|---|---|
| Duplex Steel | ASTM/ASME A182 F51, F60, F61, UNS S31803, UNS S32205 |
| Super Duplex Steel | ASTM/ASME A182 F53, F55, UNS S32750, UNS S32760, F44 (6Mo) |
| Stainless Steel | ASTM/ASME A182 F304, F304L, F316, F316L, F310, F317L, F321, F347 |
| Carbon Steel | ASTM A105, A350 LF1, LF2, LF3, A266 Class 1/2, A694 F42 to F70, A765 Gr. II |
| Alloy Steel | ASTM/ASME A182 F1, F5, F9, F11, F12, F22 |
| Non-Ferrous Alloys | Titanium, Brass, Admiralty Brass, Copper Nickel, Nickel Alloys, Hastelloy |
| Titanium | ASTM/ASME B381 Gr.1, Gr.2, Gr.5, Gr.7, Gr.12, Gr.16 |
| Copper Nickel | ASTM B151 UNS C70600 (Cu-Ni 90/10), C71500 (Cu-Ni 70/30) |
| Brass, Al-Brass | ASTM B152 UNS C26000, C27200, C28000; ASTM B111 for Al-Brass |
| Nickel Alloys | ASTM B160, B161, B564 – UNS N02200, N02201, N04400, N08800, N08825, N06600, N06601, N06625, Monel K500 |
| Alloy 20 | ASTM B462 UNS N08020 |
| Hastelloy | ASTM B564 UNS N10276 (Hastelloy C276), N06022 (Hastelloy C22) |
| Cladded Materials | ASTM B898, B265, B424 or custom explosion/clad bonding using dissimilar metals |
| Titanium-Steel, Nickel-Steel, Titanium-Copper, Stainless Steel-Carbon Steel, Bimetallic/Trimetallic Combinations |
Types of Flanges
| Stainless Steel Weld Neck Flanges | ANSI B16.5 Weld Neck Flanges | ASME B16.47 Weld Neck Flanges | Raised Face Weld Neck Flanges | Flat Face Weld Neck Flanges |
| RTJ Weld Neck Flanges | Long Weld Neck Flanges | High Pressure Weld Neck Flanges | Forged Weld Neck Flanges | Custom Weld Neck Flanges |
Industries and Applications We Supply
| Industry | Applications |
|---|---|
| Upstream Production Applications |
Weld neck flanges are essential throughout American oil and gas production operations, from wellhead assemblies to gathering systems and central processing facilities. In the Permian Basin of Texas and New Mexico, our Class 600 and 900 weld neck flanges handle high-pressure crude oil and natural gas from horizontal wells producing at initial pressures exceeding 4,000 PSI. Bakken and Eagle Ford shale operations use NACE-compliant A105N and F22 weld neck flanges in sour gas service where hydrogen sulfide concentrations require special material selection and testing. Offshore Gulf of Mexico platforms specify F316L and duplex stainless steel weld neck flanges for seawater injection systems, gas lift manifolds, and produced water handling where corrosion resistance is critical. Alaska North Slope operations require A350 LF2 low-temperature carbon steel weld neck flanges to maintain toughness during winter operations reaching -50°F. |
| Offshore Production Platforms |
Gulf of Mexico offshore platforms operating in increasingly harsh deepwater environments require the most advanced weld neck flange materials and designs. Our super duplex F53/F55 weld neck flanges serve in high-pressure/high-temperature production manifolds where wellhead pressures reach 10,000+ PSI and produced fluids contain corrosive elements. Subsea processing equipment uses weld neck flanges qualified for extreme conditions including high pressure, seawater exposure, and limited maintenance access. Topside process equipment specifies stainless steel and duplex weld neck flanges for systems exposed to salt spray, providing decades of corrosion-free service critical for platforms designed for 25-30 year operational lives. |
| Power Generation |
Coal-fired and natural gas-fired power plants generating electricity throughout the United States employ ASME B16.5 flanges in boiler systems, steam turbines, condensers, and auxiliary equipment. Boiler drum and header connections operate at supercritical conditions (3500+ psig, 1050°F) requiring Class 900 or 1500 weld neck flanges in alloy steel ASTM A182 F22 material. Main steam piping transporting superheated steam to turbines uses large-diameter (12-24 inch) Class 600 and 900 flanges with full-penetration butt welds and 100% radiographic examination. Superheater and reheater tube connections cycling between operation and shutdown experience thermal fatigue and creep damage, necessitating periodic inspection and replacement. Weld neck flanges with radiused hubs distribute stress and extend service life compared to slip-on designs. Modern ultra-supercritical units operating at 4500 psig and 1200°F employ advanced alloy steel F91 (9Cr-1Mo) flanges providing superior creep strength and enabling thinner wall thickness, reduced weight, and improved thermal efficiency. These materials require carefully controlled post-weld heat treatment and specialized welding procedures. |
| Water Treatment |
Cities and regional water authorities throughout the US use Class 150 weld neck flanges in high-pressure pump discharge piping, chemical feed systems, and process piping requiring positive leak prevention. Stainless steel weld neck flanges serve in ozone generation systems, chlorine dioxide production equipment, and disinfection contact chambers where corrosion resistance is essential. Large diameter weld neck flanges (24″ and larger) are specified for main distribution pumping stations serving metropolitan areas. |
Nuclear Power Plants:
|
Nuclear power reactors providing 18.6% of US electricity generation employ ASME B16.5 flanges throughout primary coolant circuits, secondary steam systems, emergency cooling systems, and auxiliary equipment. Nuclear service demands the highest quality standards with extensive documentation, testing, and traceability. Primary coolant systems in pressurized water reactors (PWR) circulate high-purity water at 2250 psig and 600°F through the reactor vessel, steam generators, and reactor coolant pumps. Class 600 and 900 weld neck flanges manufactured from stainless steel F316 or specialty materials (F304, Alloy 600) connect reactor vessel nozzles, steam generator channel heads, and pump casings. All materials require impact testing, 100% volumetric examination, and certification to ASME Section III nuclear code requirements. Secondary steam systems use Class 300 and 600 carbon steel or alloy steel flanges in steam generators, moisture separators, and turbine connections. Quality assurance follows 10 CFR Part 50 Appendix B requirements with documented procedures, qualified personnel, and comprehensive testing. |
Polyethylene and Polypropylene Production:
|
High-pressure polyethylene plants operating at 30,000+ PSI use specialized heavy-wall weld neck flanges exceeding Class 2500 ratings, custom-designed to handle extreme pressures in reactor systems. More common low-density polyethylene and polypropylene facilities use Class 300-600 stainless steel and carbon steel weld neck flanges in reactor feed systems, catalyst injection circuits, and product recovery trains. These plants in Texas, Louisiana, and Ohio River Valley complexes process millions of pounds of plastic resins annually, requiring absolute reliability from piping components.
|
Frequently Asked Questions (FAQs) about ANSI B16.5 Plate Flanges
-
Q1: Are your weld neck flanges manufactured to ASME B16.5 standards?
-
Yes, all Werner Flanges weld neck flanges are manufactured in strict conformance with ASME B16.5 dimensional standards and material specifications. Every flange includes certification documenting ASME B16.5 compliance, complete material traceability, and dimensional verification.
-
Q2: What delivery time should I expect for standard weld neck flanges to US locations?
-
Standard sea freight to major US ports (Houston, New Orleans, Los Angeles, New York) requires 18-22 days from order confirmation. Inland distribution adds 2-5 days. Expedited air freight delivers to major airports within 5-7 days for urgent requirements.
-
Q3: Can you provide weld neck flanges with NACE MR0175 compliance for sour service?
-
Yes, we manufacture NACE MR0175/ISO 15156 compliant weld neck flanges for American oil and gas operations encountering hydrogen sulfide (H2S). Each flange includes compliance certificates and permanent marking identifying sour service suitability.
-
Q4: Do you offer third-party inspection services?
-
Yes, we welcome independent third-party inspection by agencies including DNV, Lloyd’s Register, Bureau Veritas, TÜV, SGS, and ABS. Inspectors can witness manufacturing, testing, and review documentation. Third-party certification is included in final packages.
-
Q5: What materials are available for weld neck flanges serving high-temperature applications?
-
We offer alloy steel options including ASTM A182 F11, F22, and F91 for high-temperature applications in refineries, power plants, and petrochemical units. Material selection is based on temperature, pressure, and service life requirements.
-
Q6: Can you manufacture custom weld neck flanges with non-standard dimensions?
-
Yes, we produce custom weld neck flanges for unique applications, including large diameters, special bore sizes, modified hub lengths, unique bolt patterns, special facings, and exotic materials such as titanium and nickel alloys.
-
Q7: What testing and documentation do you provide with each order?
-
Every order includes material test certificates (EN 10204 Type 3.1), dimensional inspection reports, PMI results, heat treatment charts, and commercial documents. Optional documentation includes third-party inspection certificates, NACE compliance statements, and API certifications.
-
Q8: How do I determine the correct pressure class for my application?
-
Pressure class selection depends on maximum operating pressure, temperature, and safety factors. ASME B16.5 provides pressure-temperature tables for each material grade. Our technical team assists with proper selection considering surges, thermal expansion, and safety margins.
GET A QUOTE
-
CONTACT WERNER FLANGES:
Email: sales@wernerflanges.com